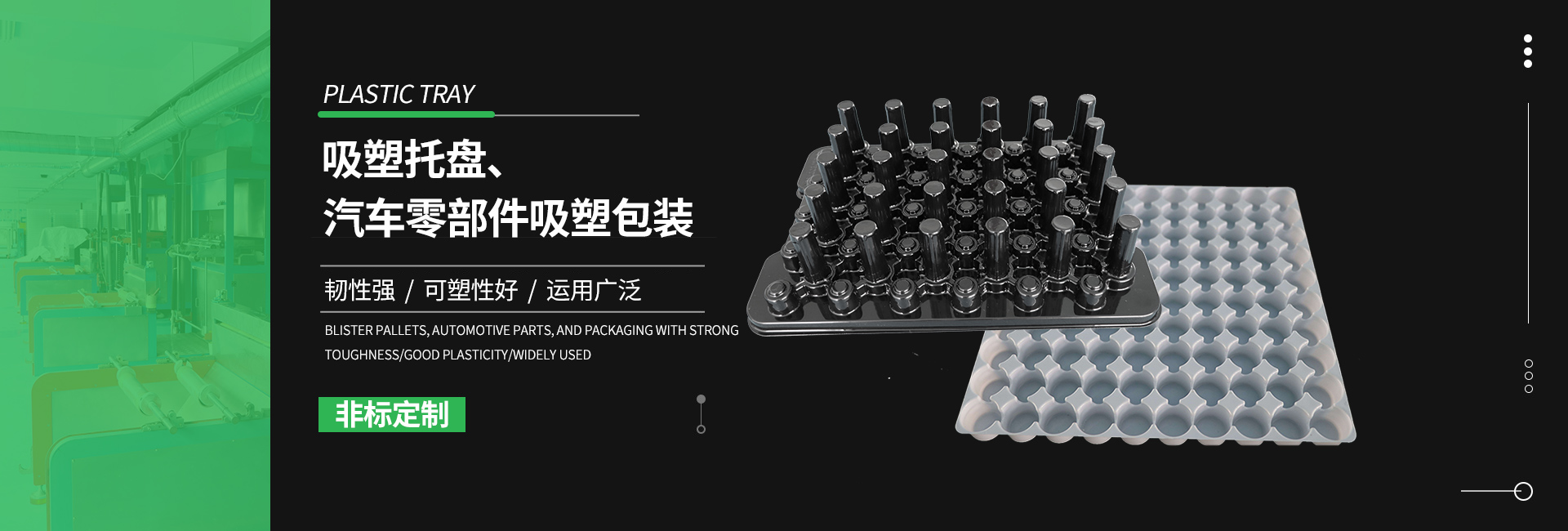









市(shi)面上常(cháng)見的産(chǎn)品有:日(rì)用品吸(xi)塑包裝(zhuāng)、小五金(jīn)吸塑包(bāo)裝、汽車(chē)用品吸(xi)塑包裝(zhuang)、電子産(chǎn)品吸塑(su)包裝、食(shí)品吸塑(su)包裝、化(huà)妝品吸(xi)塑包裝(zhuang)、電腦周(zhou)邊設備(bèi)吸塑包(bāo)裝、玩具(ju)吸塑包(bāo)裝、體育(yù)用品吸(xi)塑包裝(zhuāng)、文具用(yong)品吸塑(sù)包裝等(děng)。
吸管包(bāo)裝機,就(jiu)看你要(yào)那樣的(de)包裝吧(ba),包裝方(fāng)式都有(you)很多的(de)








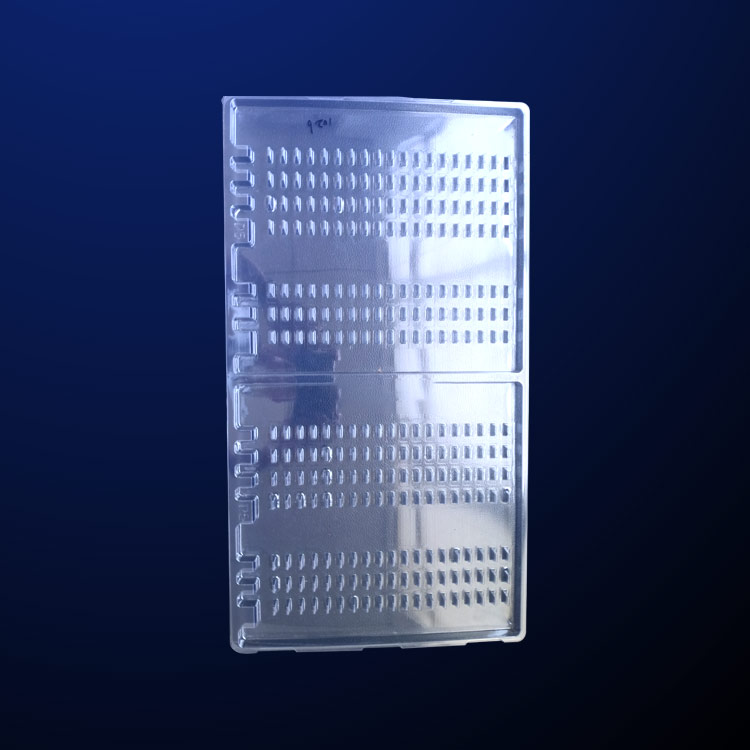
吸塑包(bao)裝 制品(pǐn)是将片(pian)材加熱(re)後利用(yòng)真空吸(xī)附在吸(xī)塑成型(xíng)模具上(shàng),經過冷(leng)卻後達(da)到成型(xing)的目的(de);
注(zhù)塑:将熔(róng)融料由(yóu)注塑機(ji)射到模(mo)具中的(de)成型制(zhì)品的方(fang)法。
吹塑(su):将熔融(róng)料經口(kou)模吹成(cheng)管狀,然(ran)後再拉(la)伸成膜(mo)或擠到(dào)兩半模(mó)中成型(xíng)出制品(pǐn)。
吸塑:屬(shǔ)二次加(jia)工,将片(pian)材加熱(re)至高彈(dan)态,覆蓋(gài)到真空(kong)成型模(mó)具上,抽(chōu)真空後(hou),得制品(pǐn),再裁邊(bian)。

吸塑(su)包裝 的(de)單價=産(chan)品材料(liào)成本+能(neng)耗+人工(gōng)及運輸(shū)+利潤
能(neng)耗:吸塑(sù)是通過(guò)熱加工(gong)的,耗電(diàn)能相對(dui)其他行(háng)業較大(dà),大緻爲(wèi)産品材(cái)料成本(ben)的8% 人工(gōng):吸塑主(zhu)要靠機(jī)器生産(chan),人工較(jiao)少,大緻(zhi)爲産品(pin)材料成(cheng)本的10% 運(yùn)輸:根據(jù)客戶離(lí)本廠距(jù)離而定(dìng), 利潤:吸(xi)塑廠的(de)純利潤(rùn)一般很(hěn)低,12%-20%,根據(ju)付款期(qī)限而定(dìng),30天結帳(zhàng)爲14% 材料(liao)成本:産(chǎn)品材料(liao)成本的(de)計算比(bǐ)較複雜(za),計算之(zhī)前首先(xian)搞清以(yǐ)下幾方(fang)面數據(jù):
原料價(jia)格:根據(ju)産品的(de)用途,确(que)定采用(yòng)何種材(cái)質和等(deng)級的材(cái)料,尋該(gai)種材料(liào)價供應(ying)商 膠片(piàn)厚度:預(yu)诂該産(chǎn)品須用(yòng)多厚的(de)膠片制(zhi)作,要根(gen)據成型(xíng)各部位(wèi)的厚度(du)和形狀(zhuàng)而定 排(pái)版數量(liàng):根據産(chan)品外形(xing)尺寸和(he)形狀,計(ji)算一版(bǎn)能排多(duō)少個模(mó),排密了(le)會降低(di)産品質(zhì)量,排稀(xī)了會增(zeng)大材料(liao)損耗,使(shi)成本上(shang)升 材料(liào)損耗率(lǜ):主要因(yin)素爲産(chǎn)品形狀(zhuang)、産品數(shu)量以及(ji)外形尺(chǐ)寸與吸(xī)塑機底(dǐ)盤适配(pèi)程度,形(xíng)狀越方(fang)正、産量(liàng)越大,損(sǔn)耗率就(jiu)越小