








吸塑: 一種塑(sù)料加工工藝,主要(yào)原理是将平展的(de)塑料硬片材加熱(re)變軟後,采用真空(kong)吸附于模具表面(miàn),冷卻後成型,廣泛(fàn)用于塑料包裝、燈(deng)飾、廣告、裝飾等行(hang)業。 吸塑包裝:采用(yong)吸塑工藝生産出(chu)塑料制品,并用相(xiang)應的設備對産品(pǐn)進行封裝的總稱(chēng)。
吸塑包裝 制品(pǐn)包括:泡殼、托盤、吸(xī)塑盒,同義詞還有(yǒu):真空罩、泡罩等。 吸(xī)塑包裝的主要優(yōu)點是,節省原輔材(cai)料、重量輕、運輸方(fang)便、密封性能好,符(fu)合環保綠色包裝(zhuang)的要求;能包裝任(ren)何異形産品,裝箱(xiang)無需另加緩沖材(cai)料;被包裝産品透(tòu)明可見,外形美觀(guan),便于銷售,并适合(hé)機械化、自動化包(bao)裝,便于現代化管(guǎn)理、節省人力、提 吸(xī)塑包裝設備主要(yào)包括:吸塑成型機(ji)、沖床、封口機、高頻(pín)機、折邊機。 封裝形(xing)成的包裝産品可(kě)分爲:插卡、吸卡、雙(shuāng)泡殼、半泡殼、對折(she)泡殼、三折泡殼等(děng) 注塑 注塑,即熱塑(su)性塑料注塑成型(xíng),這種方法即是将(jiang)塑料材料熔融,然(ran)後将其注入膜腔(qiāng)。熔融的塑料一旦(dan)進入模具中,它就(jiù)受冷依模腔樣成(cheng)型成一定形狀。 所(suǒ)得的形狀往往就(jiù)是成品,在安裝或(huo)作爲終成品使用(yòng)之前不再需要其(qí)他的加工。許多細(xì)部,諸如凸起部、肋(lèi)、螺紋,都可以在模(mó)塑一步操作中成(cheng)型出來。 模塑機有(yǒu)兩個基本部件:用(yòng)于熔融和把塑料(liào)送入模具的裝置(zhì)與合模裝置。
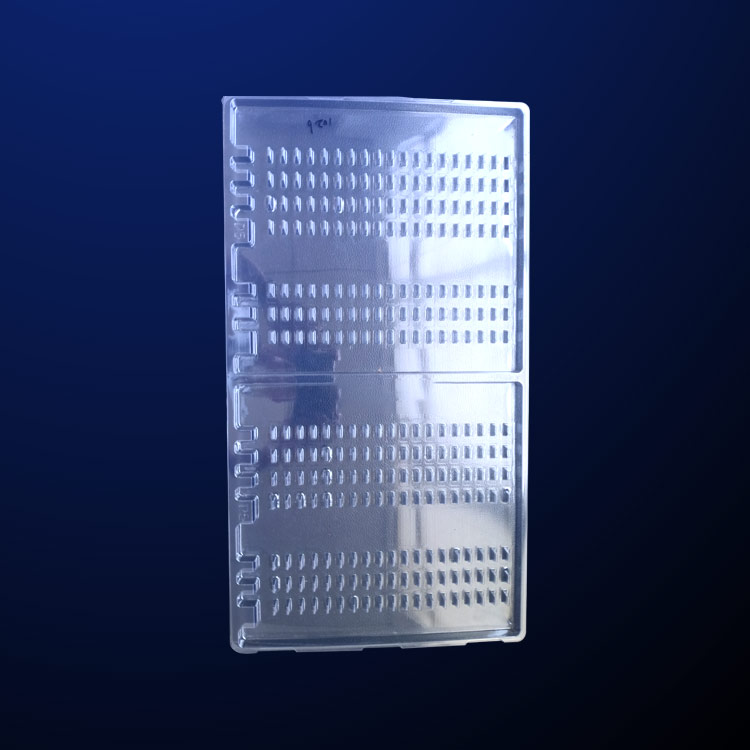
吸塑(su)托盤我們首先用(yong)到的就是模具,那(nà)麽一開始的時候(hòu)我們用到的吸塑(su)磨具都是什麽樣(yang)的呢?剛開始有很(hěn)多的廠家爲了節(jie)省成本可能都會(huì)使用那個石膏模(mó)型吧,但是石膏模(mó)具不及鋁合金模(mó)具也不及銅模耐(nai)用,吸塑行業也以(yǐ)鋁合金模和銅模(mó)應用比較多。
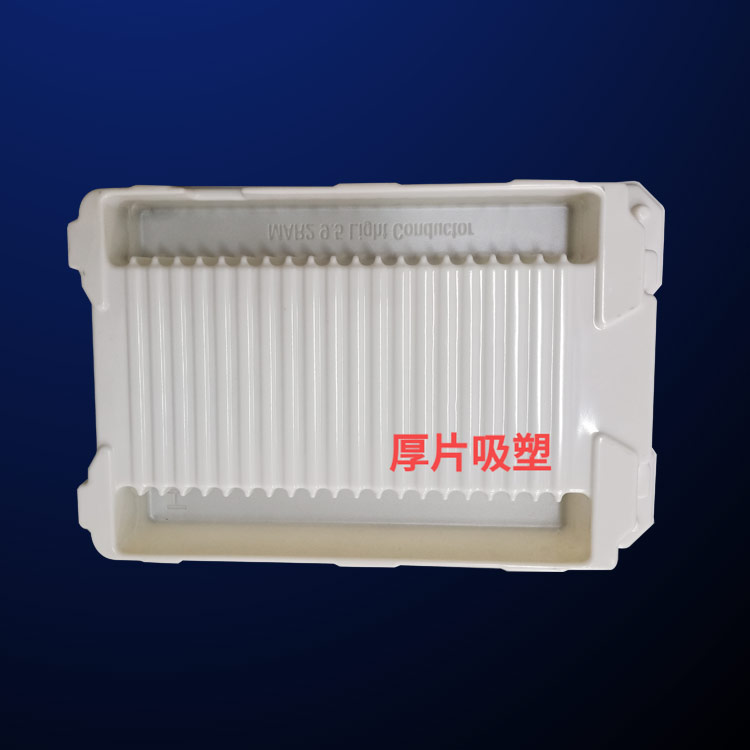







吸塑(sù)包裝 制品厚薄度(du)不均勻是怎麽造(zao)成的?如何解決這(zhè)樣的問題?
吸塑包裝制品(pǐn)的拉線是什麽?怎(zen)麽導緻的?如何解(jiě)決?
拉線就是在産(chan)品的邊上會出現(xian)凸出來的一條線(xiàn)嚴重的影響到了(le)包裝的外觀,導緻(zhi)生成的原因就是(shì),這樣的情況與吸(xi)塑模具的結構制(zhì)造有關,吸塑成型(xing)機的控制性的操(cao)作,溫度調整,上架(jià)有很大的關系,解(jiě)決方法是模具的(de)質量控制,機器和(he)溫度參數調節,上(shang)架擠壓等。
吸(xī)塑包裝 的單價=産(chan)品材料成本+能耗(hao)+人工及運輸+利潤(rùn)
能耗:吸塑是通過(guò)熱加工的,耗電能(neng)相對其他行業較(jiào)大,大緻爲産品材(cai)料成本的8% 人工:吸(xi)塑主要靠機器生(shēng)産,人工較少,大緻(zhì)爲産品材料成本(ben)的10% 運輸:根據客戶(hu)離本廠距離而定(dìng), 利潤:吸塑廠的純(chún)利潤一般很低,12%-20%,根(gen)據付款期限而定(ding),30天結帳爲14% 材料成(chéng)本:産品材料成本(ben)的計算比較複雜(zá),計算之前首先搞(gao)清以下幾方面數(shù)據:
原料價格:根據(jù)産品的用途,确定(ding)采用何種材質和(hé)等級的材料,尋該(gāi)種材料價供應商(shāng) 膠片厚度:預诂該(gai)産品須用多厚的(de)膠片制作,要根據(ju)成型各部位的厚(hou)度和形狀而定 排(pai)版數量:根據産品(pǐn)外形尺寸和形狀(zhuang),計算一版能排多(duo)少個模,排密了會(hui)降低産品質量,排(pai)稀了會增大材料(liao)損耗,使成本上升(shēng) 材料損耗率:主要(yao)因素爲産品形狀(zhuang)、産品數量以及外(wài)形尺寸與吸塑機(ji)底盤适配程度,形(xíng)狀越方正、産量越(yue)大,損耗率就越小(xiao)