








什麽叫厚片(pian)吸塑 【厚片吸(xī)塑】是指采用(yong)機器,以熱塑(sù)性塑料片材(cai)爲原料,通過(guo)烘箱加熱至(zhì)軟化溫度,再(zai)通過塑料闆(pan)材與吸塑成(chéng)型模具之間(jian)的真空負壓(ya)作用,使處于(yu)熱塑性狀态(tài)的塑料闆材(cái)吸附在吸塑(sù)成型模具工(gōng)作面上,再冷(leng)卻成型的加(jiā)工工藝。厚片(piàn)吸塑機是關(guan)鍵工藝設備(bèi)。厚片吸塑機(jī)一般由闆材(cái)定位系統、吸(xi)塑模具定位(wèi)系統、框架系(xi)統、加熱系統(tong)、冷卻系統以(yi)及電氣控制(zhì)系統組成。 什(shi)麽叫厚片吸(xi)塑_厚片吸塑(su)工藝 厚片吸(xi)塑工藝流程(cheng) 一般,我們的(de)厚片吸塑的(de)生産工藝是(shì)從模具的制(zhi)作和加工開(kai)始的。 首先,根(gēn)據客戶的要(yao)求和樣品規(guī)格制作好吸(xi)塑模具。一般(ban)的條件下,我(wo)們會選用石(shí)膏模打樣,待(dai)客戶确定樣(yang)品和工藝後(hou),後面我們可(ke)以選用木模(mó)、銅模或鋁模(mo)作模具。 以石(shi)膏模具爲例(lì),将大型吸塑(su)過程中要用(yong)到的石膏模(mó)具制作好後(hou),先讓其自然(rán)幹燥完全或(huo)是烘幹,然後(hòu)根據産品表(biǎo)面凸凹具體(ti)情況,用1-2毫米(mi)的鑽花在不(bu)影響産品包(bao)裝模樣的低(di)凹處鑽許多(duō)小孔。 如果是(shì)包裝盒之類(lèi)産品還需要(yao)在四周邊上(shàng)鑽一些小孔(kong),以便吸塑生(sheng)産時,能将空(kōng)氣抽出,模具(jù)鑽好孔後,還(hai)得将石膏模(mo)具進行加硬(yìng)處理,加硬處(chu)理方法是用(yong)濃明礬飽和(hé)液浸泡後晾(liang)幹。 等到大型(xíng)吸塑模具處(chù)理幹燥完全(quán)後,将模具裝(zhuang)入真空室上(shàng)層鐵闆上;然(ran)後根據模具(jù)大小,将塑料(liào)片載成适用(yòng)規格尺寸;将(jiāng)此片材放入(ru)加熱木櫃内(nèi),使其完全固(gù)定好,再将木(mù)櫃連同塑料(liào)片材置恒溫(wēn)爐上進行軟(ruǎn)化處理。 大型(xíng)吸塑的時候(hou),需要将軟化(huà)處理好的塑(sù)料片連同木(mù)櫃一同置于(yu)真空室中,開(kāi)動吸氣開關(guan)使得真空室(shì)内空氣被吸(xī)抽幹淨;待塑(sù)料片冷卻後(hou),就可以得到(dao)與模具相同(tóng)的凹型包裝(zhuang)或工藝模具(ju)。







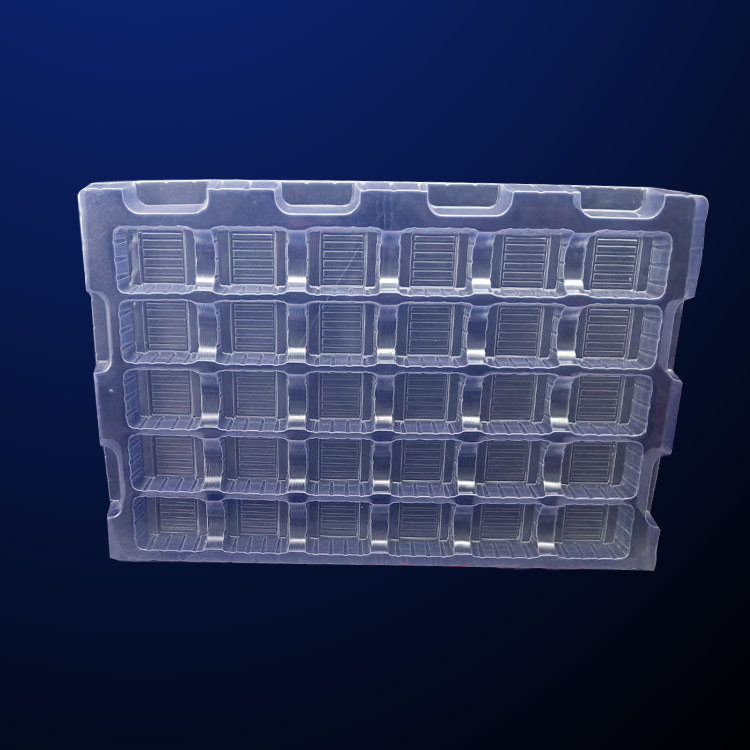
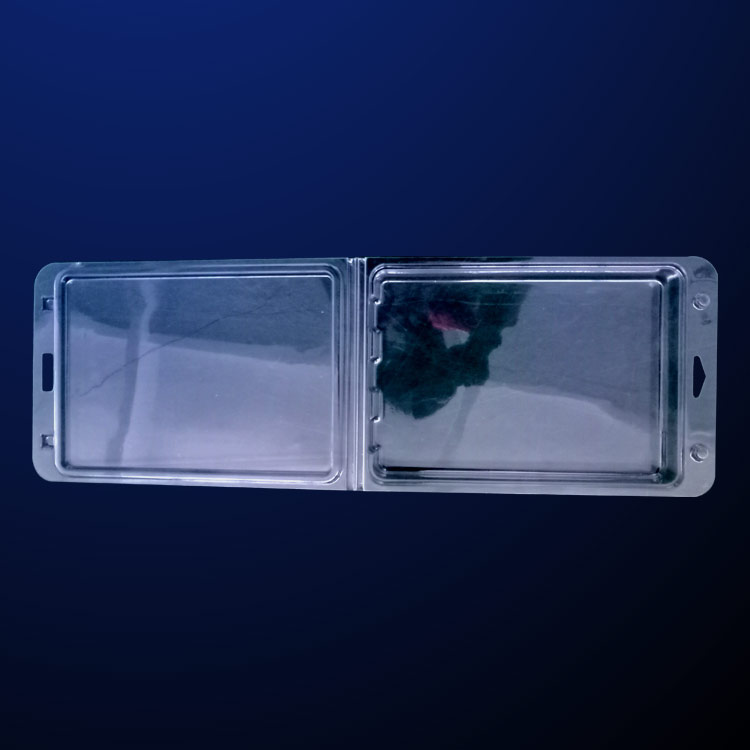
新材料厚片(piàn)吸塑工藝在(zài)汽車零部件(jian)行業的應用(yong) 新材料厚片(piàn)吸塑是指所(suo)用的原材料(liào)厚度超過2mm,無(wú)法在全自動(dong)機器上吸塑(su)成型,必須采(cǎi)用厚闆材的(de)半自動吸塑(su)成型機加工(gong)生産的技術(shù)。 厚片吸塑制(zhi)品一般具有(yǒu)面積大,高度(du)大,材料厚的(de)特點。厚壁吸(xi)塑和薄壁吸(xī)塑産品生産(chan)方式差不多(duō),都是以真空(kōng)吸塑模具成(cheng)型爲主。這類(lèi)厚片吸塑産(chan)品大多廣泛(fàn)應用于汽車(che)内外飾、交通(tong)運輸、建材、包(bāo)裝、器械、家用(yòng)電器、文教衛(wei)浴、體育用品(pin)等人們日常(chang)生活各個領(lǐng)域。 厚片吸塑(su)加工的原理(lǐ)與常規的吸(xī)塑工藝基本(ben)是一緻的,将(jiāng)塑料片材裁(cai)成一定尺寸(cùn)加熱軟化,借(jiè)助片材兩面(miàn)的氣壓差或(huò)機械壓力,使(shi)其變形後覆(fù)貼在特定的(de)模具輪廓面(mian)上,經過冷卻(què)定型,并切邊(bian)修整得到需(xu)要的制品。真(zhēn)空吸塑成型(xing)是塑料包裝(zhuāng)容器常用的(de)成型方法之(zhi)一。它是一種(zhǒng)以熱塑性塑(sù)料片材爲成(cheng)型對象的二(èr)次成型技術(shu)。在國外,真空(kong)吸塑成型是(shi)一種老的成(chéng)型工藝,由于(yú)不斷的開發(fa)和變化,目前(qián)已高度自動(dòng)化、機械化,并(bing)做到了無任(rèn)何廢邊料産(chǎn)生,100%的原輔材(cai)料變成制品(pin),全流水線生(sheng)産的成型系(xi)統工程。厚片(pian)吸塑制品非(fēi)常适用于汽(qì)車行業許多(duō)主機廠及零(ling)件配件的包(bao)裝,厚片吸塑(sù)包裝的案例(li)主要也是在(zài)周轉運輸包(bao)裝領域的應(ying)用。厚片吸塑(sù)包裝制品可(ke)以多次循環(huán)使用,周轉次(cì)數足夠多即(ji)可加大節約(yue)包裝材料總(zǒng)成本。

•·




