









現下的吸塑(su)托盤行業仍(reng)有較大問題(ti),目前還存在(zài)可優化的方(fāng)面: (1) 使用方式(shi)落後,不能完(wán)全發揮托盤(pan)的優點 托盤(pán)本身是爲配(pèi)合物流而誕(dàn)生的一種單(dan)元化物流器(qi)具,可以說托(tuō)盤是貫穿現(xiàn)代物流系統(tong)各個環節的(de)連接點。但是(shi)在我們實際(ji)使用中由于(yú)規格不統一(yi),造成托盤不(bú)能在物流作(zuo)業鏈中流通(tong)使用,僅局限(xiàn)于企業内部(bu)。 (2)受托盤周轉(zhuan)方式的制約(yuē),流通過程成(chéng)本過高 從調(diào)研中可以發(fā)現,絕大多數(shù)企業的托盤(pan)都是在企業(yè)内部周轉,從(cong)而使企業的(de)産品經過多(duo)次人工搬運(yun)裝卸,極大地(dì)降低了工作(zuò)效率,相應增(zeng)加了産品的(de)流通成本,從(cóng)而降低了産(chǎn)品在市場中(zhong)的競争力。 (3)難(nán)以與國際規(guī)格接軌 由于(yú)目前托盤的(de)規格标準不(bu)統一,使中國(guó)的托盤使用(yong)不能與國際(ji)運輸器具如(ru)國際通用的(de)集裝箱等相(xiang)匹配。企業爲(wèi)了能适應相(xiang)關的國際運(yun)輸工具,不得(dé)不向托盤生(shēng)産企業訂購(gòu)與該企業周(zhou)轉使用規格(gé)不一緻的托(tuo)盤,從而增加(jia)了企業的出(chu)口成本,降低(dī)了産品的國(guó)際競争力。
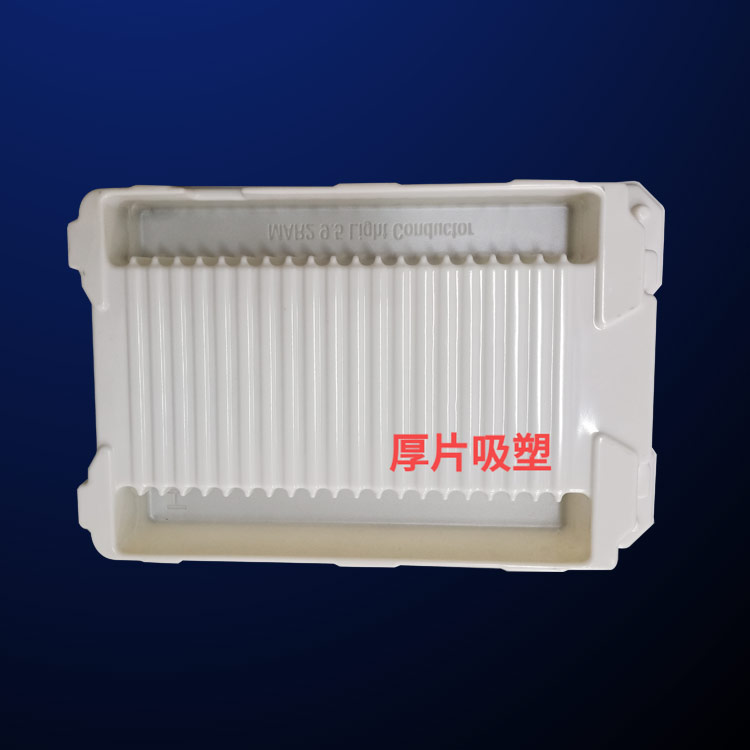






如(ru)何防止厚片(piàn)吸塑産品脫(tuo)模變形 真空(kong)吸塑雖然是(shi)一種新型的(de)技術,但它對(dui)各種塑料制(zhì)品的成型都(dōu)有明顯的作(zuò)用,而技術能(néng)得以充分發(fa)揮有兩個基(ji)本前提,那就(jiù)是設備的選(xuǎn)用以及模具(ju)的制作。如果(guǒ)這兩方面都(dou)可以妥善解(jiě)決,那實現厚(hòu)片吸塑并不(bu)是什麽難事(shi),具體要怎麽(me)來操作? 在進(jìn)行吸塑過程(cheng)中,少不了要(yào)用到各種不(bu)同的吸塑模(mó)具,在制作模(mo)具的時候一(yi)定要注意材(cái)質方面的問(wèn)題。另外一個(ge)關鍵在于脫(tuō)模,需要在保(bǎo)證順利脫模(mó)的前提下進(jin)行,這樣才能(néng)避免對成品(pin)的影響。隻要(yào)這兩方面問(wèn)題得到解決(jue),那麽真空吸(xi)塑就能用來(lái)制作各種形(xíng)态的塑料制(zhi)品。 在吸塑過(guo)程中,若是前(qián)期的處理工(gong)作沒有做好(hao)的話,厚片吸(xī)塑産品在脫(tuo)模的那一刻(kè)也會導緻有(you)變形的産品(pǐn),變形後的産(chǎn)品品質勢必(bi)會受到影響(xiang)。爲了避免類(lei)似問題的再(zài)次發生,一定(dìng)要對此問題(tí)制定出相應(ying)的解決方案(an)。 爲了防止吸(xi)塑脫模後變(biàn)形,首先要求(qiu)用戶應對冷(leng)卻水的溫度(du)進行檢查,同(tóng)時還要對噴(pen)頭的水量進(jin)行調節,符合(hé)規定的範圍(wéi)。其次,還要調(diao)整每個位置(zhì)的風向,以便(biàn)于找到的壓(yā)力進行厚片(piàn)吸塑的生産(chan)。 在脫模的時(shí)候,使用震動(dong)上模的壓力(li)迫使順利脫(tuō)模;如果能适(shì)當加大底部(bu)風量的話,對(duì)保證吸塑産(chǎn)品的品質也(ye)是有幫助的(de)。要是這些還(hai)無法解決問(wen)題的話,就隻(zhī)能重新制作(zuò)上模,才能克(kè)服變形的問(wèn)題。 根據厚片(piàn)吸塑技術的(de)特性,選擇符(fu)合需要的設(she)備,這樣不僅(jin)能提高産品(pin)的合格率,同(tong)時也能提高(gāo)生産效率,降(jiàng)低成本。根據(jù)實際作業的(de)要求,選擇自(zi)動的或手動(dong)的吸塑設備(bèi),同時配以相(xiang)應的操作人(ren)數,以良好的(de)狀态來進行(hang)大型吸塑作(zuò)業。
大型吸塑(su)的生産工藝(yì)流程包括了(le)哪些步驟? 大(dà)型吸塑的生(shēng)産工藝是從(cong)模具的制作(zuò)和加工開始(shǐ)的,先是根據(ju)用戶要求或(huo)樣品規格制(zhì)作好吸塑模(mó)具。一般條件(jiàn)下,這裏都是(shì)利用石膏制(zhì)作吸塑包裝(zhuang)模具,但也有(you)用木雕及金(jin)屬雕刻的産(chan)品作模具。 将(jiang)大型吸塑過(guò)程中要用到(dào)的石膏模具(jù)制作好後,先(xiān)讓其自然幹(gàn)燥完全或是(shì)烘幹,然後根(gen)據産品表面(miàn)凸凹具體情(qíng)況,用1-2毫米鑽(zuan)花在不影響(xiǎng)産品包裝模(mó)樣的低凹處(chù)鑽許多小孔(kǒng)。 如果是包裝(zhuang)盒之類産品(pǐn)還需要在四(sì)周邊上鑽一(yi)些小孔,以便(biàn)吸塑生産時(shí),能将空氣抽(chou)出,模具鑽好(hǎo)孔後,還得将(jiāng)石膏模具進(jìn)行加硬處理(lǐ),加硬處理方(fang)法是用濃明(míng)礬飽和液浸(jìn)泡後晾幹。 等(deng)到大型吸塑(sù)模具處理幹(gan)燥完全後,将(jiang)模具裝入真(zhēn)空室上層鐵(tiě)闆上;然後根(gēn)據模具大小(xiao),将塑料片載(zai)成适用規格(gé)尺寸;将此片(piàn)材放入加熱(re)木櫃内,使其(qí)完全固定好(hao),再将木櫃連(lian)同塑料片材(cai)置恒溫爐上(shang)進行軟化處(chu)理。 大型吸塑(sù)的時候,需要(yào)将軟化處理(lǐ)好的塑料片(pian)連同木櫃一(yi)同置于真空(kōng)室中,開動吸(xi)氣開關使得(de)真空室内空(kōng)氣被吸抽幹(gàn)淨;待塑料片(pian)冷卻後,就可(kě)以得到與模(mo)具相同的凹(ao)型包裝或工(gong)藝模具。

•·




